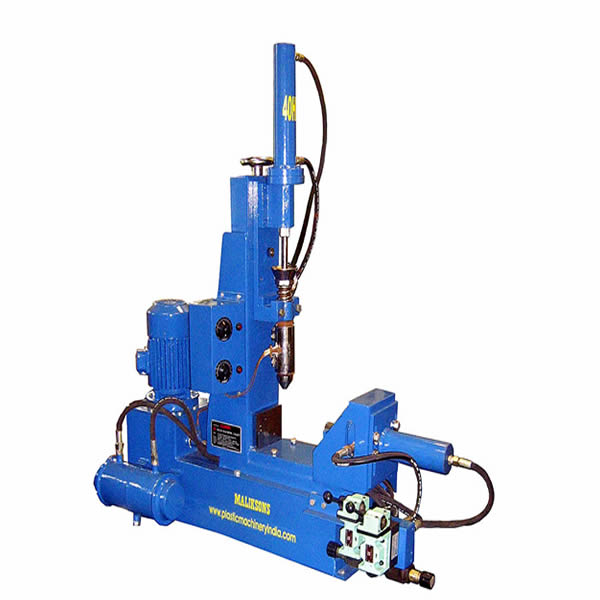
AUTOMATIC PLASTIC BLOW MOULDING MACHINE SCREW – ACCUMULATOR TYPE 5 LITRE TO 100 LITRE SIZE
FEATURES:-
The fully standardized machine of very compact design.
Heavy duty extrusion unit fitted with nitride screw and barrel
Vertical head, accumulator type, robust construction with streamlined flow channels.
A direct hydraulic screw drive is available optional, extra. This results in low installed power and power consumption.
An accurate parison programming unit is provided to obtain a parison of adjustable profile.
A rapid, direct hydraulic clamping unit is provided with cushioned mould closing and opening features, to avoid damage to the machine and mould.
An adequate system and operational safety are provided. An automatically operating safety gate is fitted.
Available with a conventional contractor-timer panel or microprocessor panel at option.
Very low power consumption even on full load results in lower operating costs.
Standard machine available up to 100 liters size, 200 liters machine is available on request for J ring and L ring drums.
Most widely used machine for moulding plastic drums, carboys, jerry cans, water pots, tanks, baby-cycle seats, wheels, and large toys like horses, elephants, hippos, etc.
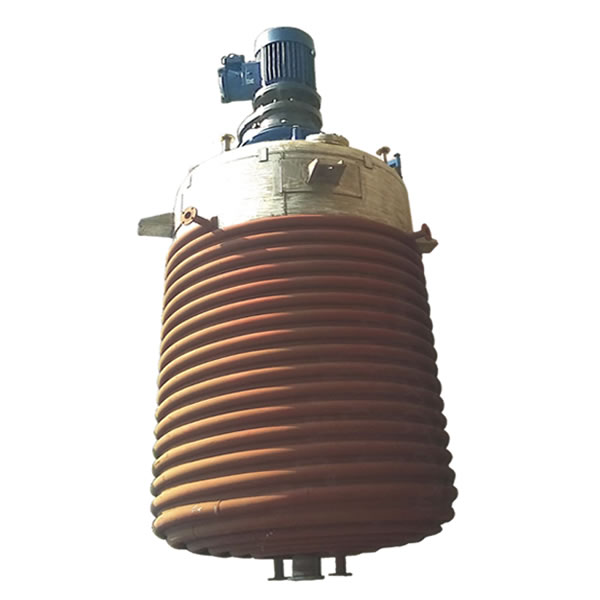
Useful for blending PVC resin and additives into dry blended compounds with combined mixing and heating of compound.
Double vessel construction with S.S inner vessel and M.S outer jacket. Provision is made for circulating cooling media like water or oil.
Material feeding hopper is provided.
The tight glass window is provided in the domed lid.
The mixing cycle is controlled by a timer and temperature controller arrangement with a temperature sensor. Along with cooling action from the cooling jacket, this results in a fine blend without overheating.
The mixing blade is easily removable for cleaning vessels and blades.
Heavy duty bearing housing is fitted below the vessel and isolated by seals. Bearing housing has provision for oil cooling.
Complete vessel and drive unit are mounted on the sturdy fabricated body for low noise and low vibration during working.
Extra ‘after-cooler-vessel’ can be provided at extra cost.
Rugged construction. Chamber is machined from thick M.S blocks to withstand heavy grinding loads.
A balanced rotor ensures smooth operation and long bearing life. Blades are hardened and toughened.
The rotor is specially designed for large intake and efficient cutting of scrap feed. Blades on the rotor are easily changeable and the blade-nip can be varied by its adjustment device.
Heavy duty gauge sheet metal hopper and outlet chute, retain form even after long use.
Rugged construction: Heavy duty chamber having rotor of liberal dimensions with segmental cutter elements. Rotor operates on liberalsized bearings to take high thrust and axial loads. Rotor is driven through high torque, low speed gear box and electric motor.
Hopper: Large hopper of heavy gauge, ribbed steel sheet, is fitted.
Screen Mesh: Changeable, steel plate mesh of one size provided.
Blades: Blades are made from AISI D2 material, and hardened. The blade segments are arranged on a central shaft in a staggered manner to give staggered cuts to the lumps for easy cutting.
Pusher: Hydraulic pusher unit is provided to push the plastic lumps and articles against the cutting rotor blades.
Operation: Low noise, low dust, easy to operate machine. Very cost effective operation, gives high output at good returns.
Electrical: Control panel to put cutter motor and hydraulic unit motor on/off, lamps, manual push button and automatic controls with facility for manual and auto reverse to clear jammed material is provided.
We manufacture film plants for lay-flat tubing in different models and sizes.
HMLF Model – For processing LDPE, LLDPE, HM-HDPE, HDPE and PVC lay-flat
HLLF Model – For processing LDPE, HDPE lay-flat
Die Head – Model HMLF is also available with rotating die head. Standard machines have fixed die-head with spiral mandrel.
Both models have grooved barrel and nitrided screw. Other details as per catalogue.
We use the best available material and the latest systems which ensure high production at low running cost.
Machines are available with different configurations , and accessories like with or without winder, bubble support cage, iris ring, slitting device, gussetting device, corona treater etc. Buyer must specify the accessories required.
High grade nitrded and ground screw designed to work under rigorous conditions.
Barrel is grooved, hardened and ground. Barrel has provision for forced air cooling.
Vented extruder available optionally at extra cost.
High class latest model electric control panel is standard. Variable speed drive for screw and pelletizer is optional at extra cost. Panel with microprocessor controller\ touch screen is also available.
Sliding screen changer with hydraulic operation is optional at extra cost.
Laboratory scale machines with 30 mm screw are also available. They are portable on wheels and suitable to fitting extra film or pipe extrusion equipment also.
Model Available: PGP-38 PGP-50 PGP-65 PGP-75 PGP-90 PGP-115
Machines are simple good for easy hand-manual operation.
Construction of the machines is out of mild steel plates and bars.
Assured long life without breakdown.
The machines can process thermosetting plastics like Bakelite, PF,UF, MF in powder form, or SMC or DMC form.
Machines can be used to produce articles like, contactors, circuit breakers, electrical insulators, high voltage switches, electronic parts and knobs, machine knobs and handles, instrument casings, kitchenware and pressure cooker handles, kitchenware like bowl, spoon, saucer, dish, tea kettle handles, dials, automobile parts, chess pieces, checkers, musical instrument parts, and other articles for use under high voltage, current or heat.